正在加載內(nèi)容,請稍等...
當(dāng)前位置:首頁 > 專欄 > 裝配式鋼結(jié)構(gòu) >
焊絲的選擇要根據(jù)被焊鋼材種類、焊接部件的質(zhì)量要求、焊接施工條件(板厚、坡口形狀、焊接位置、焊接條件、焊后熱處理及焊接操作等)、成本等綜合考慮。
焊絲選用要考慮的順序如下
1、根據(jù)被焊結(jié)構(gòu)的鋼種選擇焊絲
對于碳鋼及低合金高強(qiáng)鋼,主要是按“等強(qiáng)匹配”的原則,選擇滿足力學(xué)性能要求的焊絲。對于耐熱鋼和耐候鋼,主要是側(cè)重考慮焊縫金屬與母材化學(xué)成分的一致或相似,以滿足對耐熱性和耐腐蝕性等方面的要求。
2、根據(jù)被焊部件的質(zhì)量要求(特別是沖擊韌性)
選擇焊絲與焊接條件、坡口形狀、保護(hù)氣體混合比等工藝條件有關(guān),要在確保焊接接頭性能的前提下,選擇達(dá)到最大焊接效率及降低焊接成本的焊接材料。
3、根據(jù)現(xiàn)場焊接位置
對應(yīng)于被焊工件的板厚選擇所選用的焊絲直徑,確定所使用的電流值,參考各生產(chǎn)廠的產(chǎn)品介紹資料及使用經(jīng)驗,選擇適合于焊接位置及使用電流的焊絲牌號。

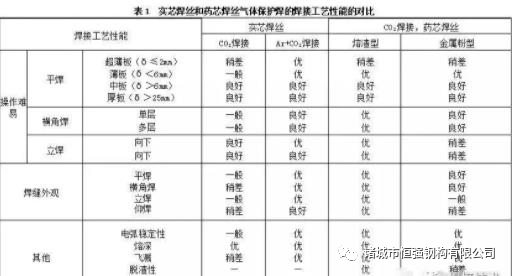
焊接工藝性能包括電弧穩(wěn)定性、飛濺顆粒大小及數(shù)量、脫渣性、焊縫外觀與形狀等。對于碳鋼及低合金鋼的焊接(特別是半自動焊),主要是根據(jù)焊接工藝性能來選擇焊接方法及焊接材料。采用實芯焊絲和藥芯焊絲進(jìn)行氣體保護(hù)焊的焊接工藝性能的對比見圖表:
藥芯焊絲的選用
藥芯焊絲的焊接具有工藝性能好、焊縫質(zhì)量好、對鋼材的適應(yīng)性強(qiáng)等優(yōu)點,有著廣闊的應(yīng)用前景。藥芯焊絲可用于焊接各種類型的鋼結(jié)構(gòu),包括低碳鋼、低合金高強(qiáng)鋼、低溫鋼、耐熱鋼、不銹鋼及耐磨堆焊等。所采用的保護(hù)氣體有CO2和Ar+CO2兩種,前者用于普通結(jié)構(gòu),后者用于重要結(jié)構(gòu)。藥芯焊絲適于自動或半自動焊接,直流或交流電流均可。

1、低碳鋼及高強(qiáng)鋼用藥芯焊絲
低碳鋼及高強(qiáng)鋼用藥芯焊絲的品種多、用量大,大多數(shù)為鈦型渣系,焊接工藝性好,焊接生產(chǎn)率高,主要用于造船、橋梁、建筑、車輛制造等部門。低碳鋼及低合金高強(qiáng)鋼用藥芯,焊絲品種較多,從焊縫強(qiáng)度級別上看,490MPa級和590MPa級的藥芯焊絲已普遍適用;從性能上看,有的側(cè)重于工藝性能,有的側(cè)重于焊縫力學(xué)性能和抗裂性能,有的適用于包括向下立焊在內(nèi)的全位置焊,也有的專用于角焊縫。
2、不銹鋼用藥芯焊絲
不銹鋼藥芯焊絲具有工藝性能好、力學(xué)性能穩(wěn)定、生產(chǎn)效率高等特點,國外近年來應(yīng)用于石化、壓力容器、造船和工程機(jī)械等行業(yè)。目前不銹鋼藥芯焊絲的品種已有20余種,除鉻鎳系不銹鋼藥芯焊絲外,還有鉻系不銹鋼藥芯焊絲。焊絲直徑有0.8mm、1.2mm、1.6mm等,可滿足不銹鋼薄扳、中板及厚板的焊接需要。所采用的保護(hù)氣體多數(shù)為CO2,也可采用Ar+(20%-50%)
CO2的混合氣體。
3、耐磨堆焊用藥芯焊絲
為了增加耐磨性或使金屬表面獲得某些特殊性能,需要從焊絲中過渡一定量的合金元素。隨著藥芯焊絲的問世,這些合金元素可加入藥芯中,且加工制造方便,故采用藥芯焊絲進(jìn)行埋弧堆焊耐磨表面是種常用的方法,并已得到廣泛應(yīng)用。此外,在燒結(jié)焊劑中加入合金元素,堆焊后也能得到相應(yīng)成分的堆焊層,它與實芯或藥芯焊絲相配合,可滿足不同的堆焊要求。
自保護(hù)藥芯焊絲
自保護(hù)焊絲是指不需要外加保護(hù)氣體或焊劑,就可進(jìn)行電弧焊,從而獲得合格焊縫的焊絲。自保護(hù)藥芯焊絲是把作為造渣、造氣、脫氧作用的粉劑和金屬粉置于鋼皮之內(nèi),焊接時粉劑在電弧作用下變成熔渣和氣體,起到造渣和造氣保護(hù)作用,不用另加氣體保護(hù)。
自保護(hù)藥芯焊絲的熔敷效率明顯比焊條高,野外施焊的靈活性和抗風(fēng)能力優(yōu)于其他氣體保護(hù)焊,通常可在四級風(fēng)力下施焊。因為不需要保護(hù)氣體,適于野外或高空作業(yè),故多用于安裝現(xiàn)場和建筑工地。
自保護(hù)焊絲的焊縫金屬塑、韌性,一般低于帶輔助保護(hù)氣體的藥芯焊絲。自保護(hù)焊絲目前主要用于低碳鋼焊接結(jié)構(gòu)。此外,自保護(hù)焊絲施焊時煙塵較大,在狹窄空間作業(yè)時要注意加強(qiáng)通風(fēng)換氣。
焊絲的選擇如此重要,為了施焊達(dá)到預(yù)期效果,一定要選擇合適的,質(zhì)量過硬的品牌焊絲。
基礎(chǔ)知識
1.什么叫焊接???
答:兩種或兩種以上材質(zhì)(同種或異種),通過加熱或加壓或二者并用,來達(dá)到原子之間的結(jié)合而形成永久性連接的工藝過程叫焊接.?
2.什么叫電弧??
答:由焊接電源供給的,在兩極間產(chǎn)生強(qiáng)烈而持久的氣體放電現(xiàn)象—叫電弧。(1)按電流種類可分為:交流電弧、直流電弧和脈沖電弧。?(2)按電弧的狀態(tài)可分為:自由電弧和壓縮電弧(如等離子弧)。?(3)按電極材料可分為:熔化極電弧和不熔化極電弧。??
3.什么叫母材?
答:被焊接的金屬---叫做母材。?
4.什么叫熔滴??
答:?焊絲先端受熱后熔化,并向熔池過渡的液態(tài)金屬滴---叫做熔滴。?
5.什么叫熔池?
答:熔焊時焊件上所形成的具有一定幾何形狀的液態(tài)金屬部分---叫做熔池。?
6.什么叫焊縫??
答:焊接后焊件中所形成的結(jié)合部分。
7.什么叫焊縫金屬?
答:由熔化的母材和填充金屬(焊絲、焊條等)凝固后形成的那部分金屬。
8.什么叫保護(hù)氣體??
答:焊接中用于保護(hù)金屬熔滴以及熔池免受外界有害氣體(氫、氧、氮)侵入的氣體---保護(hù)氣體。?
9.什么叫焊接技術(shù)??
答:各種焊接方法、焊接材料、焊接工藝以及焊接設(shè)備等及其基礎(chǔ)理論的總稱—叫焊接技術(shù)。?
10.什么叫焊接工藝?它有哪些內(nèi)容??
答:焊接過程中的一整套工藝程序及其技術(shù)規(guī)定。內(nèi)容包括:焊接方法、焊前準(zhǔn)備加工、裝配、焊接材料、焊接設(shè)備、焊接順序、焊接操作、焊接工藝參數(shù)以及焊后處理等。
11.什么叫CO2焊接?
答:用純度)99.98%?的CO2做保護(hù)氣體的熔化極氣體保護(hù)焊—稱為CO2焊。
12.什么叫MAG焊接?
答:用混合氣體75-95%Ar+25-5%CO2,做保護(hù)氣體的熔化極氣體保護(hù)焊—稱為MAG焊(標(biāo)準(zhǔn)配比:80%Ar+20%CO2)。
13.什么叫MIG焊接??
答:(1)用高純度氬氣Ar≥?99.99%做保護(hù)氣體的熔化極氣體保護(hù)焊接鋁及鋁合金、銅及銅合金等有色金屬;? ????
(2)用98%?Ar?+?2%O2?或95%Ar?+?5%CO2做保護(hù)氣體的熔化極氣體保護(hù)焊接實心不銹鋼焊絲的工藝方法--稱為MIG焊。? ????
(3)用氦+氬惰性混合氣做保護(hù)的熔化極氣體保護(hù)焊。
14.什么叫TIG(鎢極氬弧焊)焊接?
答:用純鎢或活化鎢(釷鎢、鈰鎢、鋯鎢、鑭鎢)作為不熔化電極的惰性氣體保護(hù)電弧焊,簡稱TIG焊。?
15.什么叫SMAW(焊條電弧焊)焊接?
答:用手工操縱焊條進(jìn)行焊接的電弧焊方法。
16.什么叫碳弧氣刨?
答:使用碳棒作為電極,與工件間產(chǎn)生電弧,用壓縮空氣(壓力0.5-0.7Mpa)將熔化金屬吹除的一種表面加工的方法。常用來焊縫清根、刨坡口、返修缺陷等。
17.為什么CO2焊比焊條電弧焊效率高?
答:(1)CO2焊比焊條電弧焊熔化速度和熔化系數(shù)高1-3倍;?????
(2)坡口截面比焊條減小50%,熔敷金屬量減少1/2;?????
(3)輔助時間是焊條電弧焊的50%。?
三項合計:CO2焊的工效與焊條電弧焊相比提高倍數(shù)2.02--3.88倍
18.為什么CO2焊接接頭比焊條電弧焊的焊接接頭質(zhì)量好?
答:CO2焊縫熱影響區(qū)小,焊接變形小;CO2焊縫含氫量低(≤1.6ML/100g),氣孔及裂紋傾向小;CO2焊縫成形好,表面及內(nèi)部缺陷少,探傷合格率高于焊條電弧焊。
19.為什么CO2焊比焊條電弧焊的綜合成本低?
答:(1)坡口截面積減少36-54%,?節(jié)省填充金屬量;?????
(2)降低耗電量65.4%;? ????
(3)設(shè)備臺班費較焊條電弧焊降低67-80%,降低成本20-40%;????
(4)減少人工費、工時費,降低成本10-16%;????
(5)節(jié)省輔助工時、輔料消耗及矯正變形費用;?
綜合五項,CO2焊能使焊接總成本降低??39.6-78.7%,平均降低59%。
20.什么叫低頻脈沖?適用哪些焊接?
答:脈沖頻率在0.5-30Hz的脈沖電弧叫作低頻脈沖焊接。主要用于不銹鋼、鋼和鈦等有色金屬的TIG焊。?
21.什么叫中頻脈沖?適用哪些焊接??
答:脈沖頻率在30-500Hz的脈沖電弧叫作中頻脈沖焊接。由于具有電弧壓縮效應(yīng),電弧集中,挺度好,主要用于薄件不銹鋼、鋼和鈦等有色金屬的TIG焊和不銹鋼和鋁及鋁合金的MIG焊。
23.為什么CO2焊接有飛濺?
答:焊絲端部的熔滴與熔池短路接觸(短路過渡),由于強(qiáng)烈過熱和磁收縮的作用使熔滴爆斷,產(chǎn)生飛濺。CO2焊機(jī)的輸出電抗器和波形控制可以將飛濺降低至最小程度。
23.為什么MIG/MAG大電流焊接才能實現(xiàn)射流過渡,無飛濺??
答:MIG/MAG焊接時,各種金屬均具有短路過渡轉(zhuǎn)變?yōu)樯淞鬟^渡的臨界電流值(如:φ1.2碳鋼、不銹鋼焊絲,電流I≥260-280A),此時電弧呈射流過渡狀態(tài),實現(xiàn)無飛濺焊接。
24.為什么MIG/MAG小電流焊接要用帶脈沖的電源才能實現(xiàn)射流過渡,無飛濺?
答:MIG/MAG焊接,焊接電流低于臨界電流值時,采用帶脈沖的電源,其脈沖電流大于臨界電流值,電弧也能呈射流過渡狀態(tài),實現(xiàn)無飛濺焊接(如:使用松下AG2/GE2脈沖MIG/MAG焊機(jī),φ1.2碳鋼、不銹鋼、鋁及鋁合金焊絲在電流I≥80A時已實現(xiàn)脈沖射滴過渡,其脈沖電流Ip≥350A)。
(責(zé)任編輯:何雯麗)

延伸閱讀:
全裝配大跨度空間鋼結(jié)構(gòu)預(yù)應(yīng)力-高強(qiáng)度螺栓連接節(jié)點性能研究 南山科創(chuàng)中心(一標(biāo)段)項目主體鋼結(jié)構(gòu)封頂 隅撐-檁條結(jié)構(gòu)對輕鋼屋面梁的約束作用(1) 凡本網(wǎng)注明“來源:預(yù)制建筑網(wǎng)”的所有資料版權(quán)均為預(yù)制建筑網(wǎng)獨家所有,任何媒體、網(wǎng)站或個人在轉(zhuǎn)載使用時必須注明來源“預(yù)制建筑網(wǎng)”,違反者本網(wǎng)將依法追究責(zé)任。 (2) 本網(wǎng)轉(zhuǎn)載并注明其他來源的稿件,是本著為讀者傳遞更多信息之目的,并不意味著贊同其觀點或證實其內(nèi)容的真實性,請讀者僅作參考,并請自行核實相關(guān)內(nèi)容。其他媒體、網(wǎng)站或個人從本網(wǎng)轉(zhuǎn)載使用時,必須保留本網(wǎng)注明的稿件來源,禁止擅自篡改稿件來源,并自負(fù)版權(quán)等法律責(zé)任,違反者本網(wǎng)也將依法追究責(zé)任。 (3) 如本網(wǎng)轉(zhuǎn)載稿涉及版權(quán)等問題,請作者一周內(nèi)書面來函聯(lián)系。
[責(zé)任編輯:Susan]



計有限公司")

制模塊化房屋比豪宅更適合居住")
制墻板的")
制混凝土多層貨車停車樓")